
双5G边缘计算网关/工业CPE-AR7091G/GK
AR7091G/GK——基于5G/4G/3G/2G、WiFi、虚拟专网等技术开发的工业物联网边缘网关/CPE。产品采用高性能的工业级32位通信处理器和工业级无线模块,以嵌入式操作系统为软件支撑平台,可同时连接串口设备、以太网设备和 WiFi 设备, 支持内部Flash和外扩Micro SD卡存储数据,能满足工业现场通信的需求。

 电力国产化崛起!爱陆通赋能电力智能化升级
电力国产化崛起!爱陆通赋能电力智能化升级
 无人码头数据终端是什么原理?
无人码头数据终端是什么原理?
 集中式DTU通信解决方案-智能配网
集中式DTU通信解决方案-智能配网
 5G视频RTU 视频数采仪 数据采集传输仪
5G视频RTU 视频数采仪 数据采集传输仪
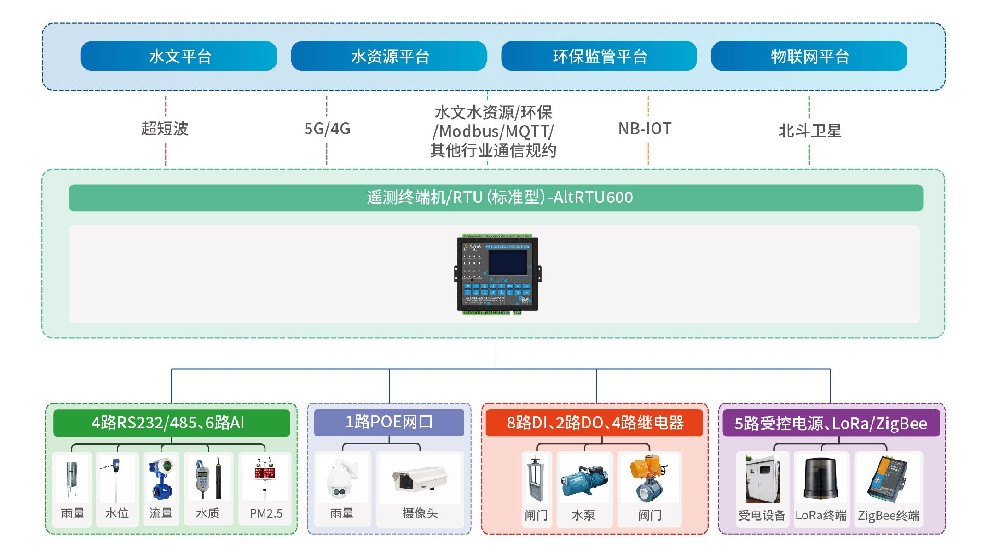
在化工生产过程中,液位监测不仅关乎着生产流程的顺利进行,更涉及到产品质量、工厂安全以及环境保护等多个方面。因此,一套高效、准确的液位监测解决方案对于化工工厂来说至关重要。使用爱陆通水利遥测终端机RTU600G乐发500进行液位监测具备七大优势,为化工工厂的运营提供有力支持。
乐发500液位监测解决方案可以实时监控化工工厂的生产流程。通过安装在关键设备上的液位传感器,系统能够实时采集液位数据,并将数据传输到控制中心。这样,管理人员就能随时了解生产线的运行状态,及时调整生产参数,确保生产流程的高效进行。同时,液位监测还能帮助预测生产瓶颈,提前采取应对措施,避免生产中断和资源浪费,从而提高生产效率。
在化工生产中,产品配方的准确性对于产品质量至关重要。液位监测解决方案可以精准控制反应槽中的液位,确保各种原料按照设定的比例混合。一旦液位出现异常,系统就会立即发出警报,提示管理人员采取措施。这样,就能避免因液位异常导致的产品质量问题,确保产品质量的稳定性和一致性。
化工工厂中的许多液体都具有易燃、易爆、有毒等危险特性。因此,确保工厂的安全运行至关重要。液位监测解决方案可以预警液位异常或泄漏,一旦发现潜在的安全隐患,系统就会立即发出警报,并启动相应的应急措施。这样,就能有效降低安全事故的发生概率,保障员工和工厂设备的安全。
乐发500传统的液位监测方式往往需要人工巡检和定期维护,这不仅增加了人力成本,还可能导致维护不及时、不彻底等问题。而液位监测解决方案采用先进的物联网技术,能够实时监测设备的运行状态,并通过数据分析预测设备可能出现的问题。这样,管理人员就能提前采取措施进行预防性维护,减少设备故障的发生概率和维修次数。同时,由于设备状态的实时监控和数据分析,液位监测系统还能帮助管理人员更好地了解设备的使用寿命和更换周期,降低更换成本。
化工工厂在生产过程中可能会产生液体废弃物或污染物。如果这些液体溢出或泄漏到环境中,就会对生态环境造成严重的污染。液位监测解决方案通过实时监测和控制液位,可以有效避免液体溢出和泄漏的情况发生。同时,系统还能记录和分析液体的使用情况,帮助工厂实现绿色生产和可持续发展。此外,液位监测解决方案还能帮助工厂更好地遵守环保法规,减少因违反法规而产生的罚款和声誉损失。

乐发500液位监测解决方案还能帮助化工工厂实现物料管理的优化。通过实时监测液位变化,系统能够准确计算出物料的消耗量和剩余量,为物料采购和库存管理提供有力支持。同时,液位监测还能帮助工厂实现自动化生产,提高物料利用率和降低生产成本。此外,系统还能提供物料使用的历史数据和分析报告,帮助工厂更好地了解物料的使用情况和需求变化,为未来的生产决策提供参考依据。
液位监测解决方案不仅提供实时液位数据,还能对数据进行深度分析和挖掘。通过数据分析工具,管理人员可以了解生产过程的瓶颈和瓶颈,优化生产流程和提高生产效率。同时,数据分析还能帮助工厂预测未来的生产需求和趋势,为工厂的战略规划和决策提供有力支持。此外,数据分析还能揭示潜在的改进机会和创新点,推动化工工厂的持续改进和创新发展。